Summary Highlights
- Importance of line trap maintenance: preserving PLC/PLCC communication reliability, mechanical integrity and system continuity
- Basic maintenance steps: visual inspection, cleaning and review of the main coil, cross arms, paint surface and connection points
- Checks to be performed: tuning unit, support insulators, CVT/CC connections, terminal tightness and jumper verification
- Advanced diagnostic methods: thermal inspection, mounting movement observation, hot-spot tracking and communication performance assessment
- Recording and maintenance plan: annual inspection, more frequent checks under severe environmental conditions and monitoring defect trends
Article Details
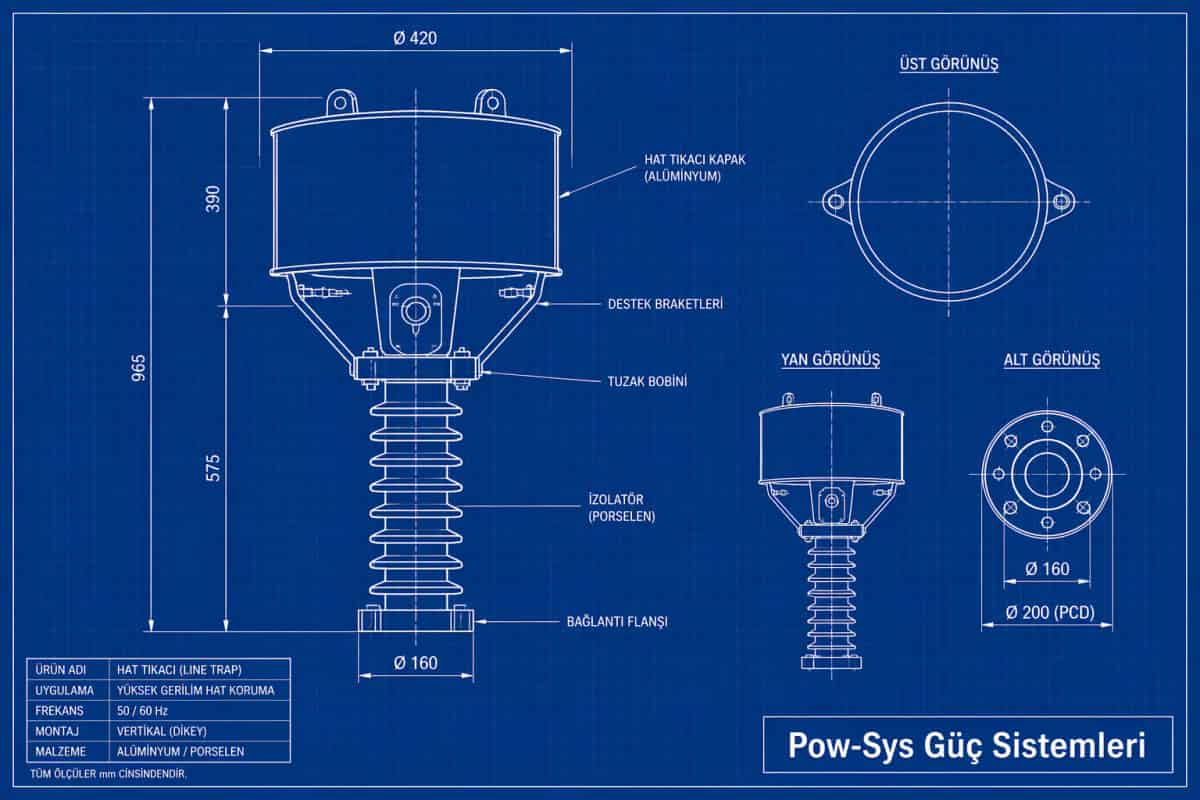
A line trap is special equipment installed on a high-voltage transmission line to keep the PLC or PLCC communication signal within the intended line section. Therefore, the tests and maintenance required for a line trap are performed not only to see the physical condition of the equipment, but also to preserve the reliability of the communication chain. A line trap that appears mechanically healthy from the outside may lose performance over time because of loose connections, deteriorated tuning elements, jumper strain or environmental effects. For this reason, the maintenance approach should consider both mechanical and electrical function together. For related context, see What Is a Line Trap? What Does It Do, How Does It Work and For What Purpose Is It Used?.
The first step of maintenance is always safety. Before working on a line trap, the related line section should be taken out of service according to the suitable operating procedure, the equipment should be confirmed de-energized and temporary grounding measures should be applied. Because the line trap is an element connected in series with the energy line and normally carries the full line current. Therefore, maintenance on this equipment should be handled with the discipline of working on primary high-voltage equipment, not like an ordinary auxiliary circuit check. For related context, see What Tests and Maintenance Are Required for High-Voltage Lines?.
The general principle in line trap maintenance is to first inspect the equipment holistically. The main coil, upper and lower cross arms, supporting frame, paint surface, corona rings if present, support elements and general mounting symmetry should be evaluated carefully. If cracks, paint peeling, corrosion, deformation, physical impact marks or abnormal bending are observed on the surface, these findings should not be treated as simple cosmetic defects. Especially in outdoor equipment, small structural deterioration can turn into serious failures over time. For related context, see What Tests and Maintenance Are Required for Earthing Switches?.
One of the first points to check during visual inspection in manufacturer maintenance approaches is the line connections. Conductors connected to the main terminals of the line trap, welded connections, flanged points, clamps and terminal tightness should be verified. Connections made with loose or incompatible material can create heating and increased contact resistance during high-current flow. Therefore, not only mechanical tightness but also material compatibility and oxidation condition are important in the terminal area. For related context, see What Tests and Maintenance Are Required in Transformer Substations?.
The main coil structure is the most critical part of the line trap. Coil windings, intermediate support elements, fiberglass ties, spacers between winding sections and mechanical holders should be checked carefully. Manufacturer guides emphasize that fiberglass ties between upper and lower cross arms and support elements around the main winding should be checked for good condition. If looseness, breakage or displacement exists in these areas, the long-term mechanical strength of the coil may weaken.
Cleaning is an important part of maintenance for line traps operating in dirty or aggressive environmental conditions. Industrial contamination, salt, dust, bird-related contamination or surface layers combined with moisture can negatively affect both insulation elements and the area around the tuning unit. Manufacturer maintenance information states that in dirty environments the main coil and frame structure can be cleaned with pressurized water from a suitable distance. However, the purpose here is not random washing, but controlled cleaning without damaging insulation and mounting parts.
The tuning unit should be handled as a separate inspection heading in a line trap. Because this is the most important auxiliary structure that determines the PLC carrier frequency characteristic. It is not a coincidence that field maintenance records separately include general inspection and cleaning of the tuning unit. If there is a loose connection, external surface damage, moisture effect, terminal problem or deterioration in protective elements in the tuning box, communication performance can be directly affected. Therefore, maintenance should not focus only on the main coil; the tuning unit should also be inspected regularly.
The mounting form of the line trap also affects the maintenance plan. In some applications, the equipment is used on support insulators; in others, in an arrangement associated with CC or CVT; and in some applications, with suspended mounting. Therefore, not only the coil but also the structures carrying it should be inspected. Support insulators should be checked for cracks, contamination, fitting looseness or settlement problems; mounting feet should be checked for sliding, corrosion or misalignment. Because mechanical weakness can cause line trap oscillation and strain at connection points over time.
Especially in vertical or freely moving mounting arrangements, jumper connections should be evaluated separately. Field lessons shared by NERC emphasize that wave trap installations with excessive movement under wind effect can cause fatigue and failure in the lower jumper connection over time. Therefore, in line trap maintenance, not only the device body but also the mechanical integrity, movement allowance and connection points of the flexible conductors connected to it should be checked carefully. Structural improvement should be considered when required.
Thermal inspection is one of the most valuable verification tools in line trap maintenance. A thermal scan performed while energized and with safe methods can show whether there is abnormal heating at terminal areas, jumper connections, tuning unit connections and mounting points. NERC recommendations clearly emphasize that thermal scanning is useful for detecting installation and connection defects before they turn into failures. If a temperature difference occurs between phases or similar equipment, detailed inspection should be performed for contact resistance or mechanical weakness.
There may not be a very broad list of classic electrical field tests for a line trap; some manufacturer guides state that separate electrical commissioning tests are not applied during commissioning. This does not mean that maintenance will not be performed. On the contrary, the weight of maintenance for this equipment is on visual-mechanical checks, tightness verification, cleaning, mounting stability, tuning unit health and system performance observation. In other words, the test approach is shaped according to the function of the device.
PLCC system performance is also an indirect but important indicator of line trap maintenance. If weakening in protection communication, deterioration in carrier level, unexpected signal loss or tuning frequency mismatch is observed, not only the terminal equipment but also the line trap and tuning chain should be checked. The line trap does not behave like a relay by itself, but it can seriously affect teleprotection and communication quality. Therefore, field measurements and communication performance findings should be evaluated together when making maintenance decisions.
The maintenance interval should be adjusted according to environmental conditions. Manufacturer information recommends inspection at least once a year under standard conditions, and reducing this interval to six months if environmental conditions are severe. Coastal areas, heavily polluted industrial zones, harsh climate conditions and installations exposed to strong wind may require more frequent checks. Therefore, instead of applying one fixed interval to every line trap, it is more accurate to prepare a risk-based maintenance plan according to field conditions.
At the end of maintenance, all findings should be recorded. Tightness and cleaning condition, tuning unit observations, surface deterioration, jumper check results, thermal images, mounting stability and corrective actions, if any, should be entered into the maintenance history. Because line trap failures often appear sudden, but they usually begin with mechanical or connection-related defects that have previously shown signs. In summary, the tests and maintenance required for a line trap consist of visual inspection after safe isolation, inspection of the main coil and tuning unit, connection tightness, support insulators and mounting structure assessment, jumper verification, thermal scanning when required and PLCC performance tracking carried out together. If the line trap, coupling equipment, CVT/CC connections and high-voltage line exits in your facility will be evaluated together, it is possible to proceed in an integrated way with HV/MV testing, maintenance and repair, LV/MV/HV project design and consultancy on the project side and HV operation responsibility services in operation processes.

Related Blog Posts
Related Services
Frequently Asked Questions
Why is maintenance required on a line trap?
Maintenance is required because a line trap is critical equipment that keeps the PLC or PLCC communication signal within the intended line section, so its condition directly affects the reliability of the communication chain used for teleprotection. A line trap that appears mechanically healthy from the outside may still lose performance over time because of loose connections, deteriorated tuning elements, jumper strain or environmental effects. The equipment is also connected in series with the energy line and normally carries the full line current, which means connection heating or mechanical weakness has consequences for field safety as well as communication quality. Maintenance therefore considers mechanical and electrical function together: preserving the coil's structural integrity, keeping terminals tight and the tuning unit healthy, and watching PLCC performance as an indirect health indicator.
Which checks are performed on a line trap?
Line trap maintenance includes visual inspection after safe isolation, holistic examination of the main coil, cross arms, frame, paint surface and corona rings if present, terminal and connection tightness verification, general inspection and cleaning of the tuning unit, checks of support insulators and the mounting structure, jumper connection verification, controlled cleaning in dirty environments and thermal inspection when required. PLCC system performance is tracked as an indirect indicator, since weakening protection communication, deteriorating carrier level or tuning frequency mismatch points back to the line trap and tuning chain. The classic list of separate electrical field tests is short for this equipment; the weight of maintenance falls on visual-mechanical checks, tightness verification, cleaning, mounting stability, tuning unit health and system performance observation, with all findings recorded for trend tracking.
What are the most critical maintenance points on a line trap?
The most critical maintenance points on a line trap are the terminal connections, the main coil support elements, the tuning unit, the mounting structure and especially the flexible jumper connections. Terminals matter because loose or incompatible material can create heating and increased contact resistance under high current flow; both mechanical tightness and material compatibility and oxidation condition are checked. On the coil, the windings, intermediate supports, fiberglass ties, spacers and mechanical holders determine long-term mechanical strength, and manufacturer guides emphasize checking the fiberglass ties between cross arms. The tuning unit shapes carrier frequency behavior, so its condition affects communication directly. Mounting weakness can cause the trap to oscillate and strain connections, and jumpers exposed to wind-driven movement can fatigue over time, which is why these areas receive special attention.
Why is the tuning unit checked separately?
The tuning unit is checked separately because it is the most important auxiliary structure of the line trap: it determines the PLC carrier frequency characteristic, so its health translates directly into communication performance. Field maintenance records include general inspection and cleaning of the tuning unit as a distinct item, and this is no coincidence. A loose connection inside the tuning box, external surface damage, moisture effect, a terminal problem or deterioration in the protective elements can each degrade PLCC behavior even while the main coil remains in perfect condition. Maintenance therefore must not concentrate on the coil alone; the tuning unit deserves its own regular inspection. When carrier level deterioration, unexpected signal loss or tuning frequency mismatch is observed in the communication system, the tuning chain is one of the first places to look.
What does thermal inspection show on a line trap?
Thermal inspection on a line trap shows whether abnormal heating exists at the terminal areas, jumper connections, tuning unit connections and mounting points. Performed while the equipment is energized, using safe methods, a thermal scan provides early warning about increased contact resistance, loose connections or installation defects before they turn into failures, a use that NERC recommendations explicitly emphasize. Interpretation relies on comparison: if a temperature difference appears between phases or between similar equipment, a detailed inspection for contact resistance or mechanical weakness should follow. Because the line trap carries the full line current in series with the energy line, connection heating is a meaningful and safety-relevant finding rather than a cosmetic one. Thermal images belong in the maintenance record so temperature behavior can be tracked across successive inspections.
Is an electrical commissioning test performed on a line trap?
Some manufacturer guides state that classic separate electrical commissioning tests are not applied to line traps during commissioning, and there may not be a very broad list of conventional electrical field tests for this equipment. That does not mean maintenance is unnecessary; it means the test approach is shaped by the function of the device. For a line trap, the weight of the program falls on visual and mechanical checks, connection tightness verification, cleaning, mounting stability assessment, tuning unit health and observation of system performance. PLCC behavior serves as the practical electrical indicator: if protection communication weakens, the carrier level deteriorates or the tuning frequency drifts, the line trap and its tuning chain are checked together with the terminal equipment. The discipline lies in regular inspection and recording rather than in a long electrical test list.
Why are jumper connections so important?
Jumper connections are important because mounting oscillation, wind and mechanical stresses concentrate exactly there over time. Field lessons shared by NERC emphasize that wave trap installations with excessive movement under wind effect can cause fatigue and eventual failure in the lower jumper connection. This is why line trap maintenance checks not only the device body but also the mechanical integrity, movement allowance and connection points of the flexible conductors attached to it, particularly in vertical or freely moving mounting arrangements. Where the mounting allows too much motion, structural improvement should be considered rather than repeatedly repairing the symptom. Thermal scanning supports this check as well, since a fatiguing or loosening jumper can reveal itself as abnormal heating at the connection before it fails mechanically.
How is the line trap maintenance interval determined?
The line trap maintenance interval is determined by environmental conditions rather than one universal rule. Manufacturer information recommends inspection at least once a year under standard conditions, and shortening this interval to six months when environmental conditions are severe. Coastal areas, heavily polluted industrial zones, harsh climate conditions and installations exposed to strong wind are typical reasons to check more frequently, because contamination, corrosion and wind-driven mechanical stress all accelerate deterioration. The sound approach is therefore a risk-based maintenance plan built from actual field conditions instead of applying one fixed interval to every line trap. Whatever rhythm is chosen, the findings of each visit should be recorded, since deterioration trends across inspections are what justify keeping, shortening or relaxing the chosen interval.
How should cleaning be handled on a line trap?
Cleaning on a line trap should be controlled and deliberate, especially for equipment operating in dirty or aggressive environments. Industrial contamination, salt, dust, bird-related contamination and surface layers combined with moisture can negatively affect both the insulation elements and the area around the tuning unit. Manufacturer maintenance information states that in dirty environments the main coil and frame structure can be cleaned with pressurized water from a suitable distance, but the purpose is never random washing: the method must not damage insulation, mounting parts or the tuning components. Cleaning is performed after safe isolation and belongs to the same visit as visual inspection, so that surface deterioration such as paint peeling, corrosion or cracks hidden under contamination becomes visible and can be recorded and addressed.
Why is record keeping important in line trap maintenance?
Record keeping is important because line trap failures often appear sudden, yet they usually begin with mechanical or connection-related defects that showed signs earlier. Maintenance records should capture tightness and cleaning condition, tuning unit observations, surface deterioration, jumper check results, thermal images, mounting stability and any corrective actions performed. With this history, changes over time become visible: a terminal that warms slightly more at each scan, a jumper showing progressive wear or a tuning unit accumulating moisture problems can be caught while they are still maintenance items rather than outage causes. Records also make the risk-based maintenance interval defensible, since documented deterioration trends justify checking more often in severe environments. Without them, each inspection stands alone and early warnings are effectively thrown away.